|
The Springfield Body Co. is best known as the
originator of the convertible, or more precisely the convertible
hardtop body in the middle teens. The firm’s “Springfield Body” or
“Springfield Top” was the first commercially available automobile body
that could be converted from an enclosed vehicle to an open,
pillar-less touring car. A second incarnation of the firm specialized
in commercial bodies and manufactured a line of suburban wooden station
wagon bodies for Chevrolet and Ford chassis in the late 20s.
The manufacturers of the Springfield top started
life as the Springfield Cornice Works, a light structural steel
fabricator located in Springfield, Massachusetts owned by Arthur P.
Smith and managed by his younger brother Hinsdale Smith.
The younger Smith had taken an early interest in
the horseless carriage, and between 1896 and 1899 he designed and
patented a number of automobile transmissions (#616267, # 626444) and
gasoline engines (#624555, #632763).
Hinsdale built his own experimental horseless
carriage in 1896 that was fitted with a wooden body built by the New
Haven Carriage Co. The vehicle was powered by an American gasoline
engine that delivered power to the rear wheels via Smith’s own
transmission via chain drive. Additional prototypes were built in the
next few years that were fitted with Smith’s novel spring-plate
gasoline engine which was sometimes referred to as the Smith Spring
Motor.
The legendary engineer Charles H Martin moved to
Springfield in 1898 to help the Smiths further develop their creations
and by 1900, their first vehicle, the Meteor, was ready for
production. (Among his numerous inventions, Martin’s claim to fame
is the “rocking fifth wheel”. Introduced on his Knox-Martin
tractor-trucks of 1910-1920, the device continues to be the only secure
means of connecting a semi-trailer to a truck.)
Martin and Hinsdale Smith formed the Automotor
Co. to build the vehicle which was powered by a Dion engine that
delivered power to the rear wheels via Smith’s transmission and a
single chain. 16 examples of the $850 runabout were built between 1900
and 1901.
Automotor was a subsidiary of the Springfield
Cornice Works and when Martin left the firm in 1902 to go to work for
the Knox Automobile Co. (also in Springfield) the name of the vehicle
became the Automotor. The car was available with a planetary or sliding
gear transmission which now drove the rear wheels via shaft drive.
Various models were available using a combination of 16- and 20-hp
powerplants. A powerful 6-cylinder touring was even offered in 1905 for
a whopping $3500.
Sales of the vehicle were dismal, however the
aluminum bodywork created at the firm’s parent Cornice Works was
innovative and highly regarded. The brothers decided to concentrate on
that aspect of the business and reorganized the firm as the Springfield
Metal Body Co. in 1903 to better reflect their new line of work.
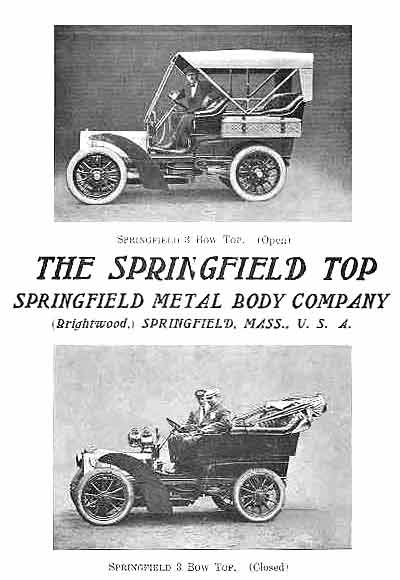
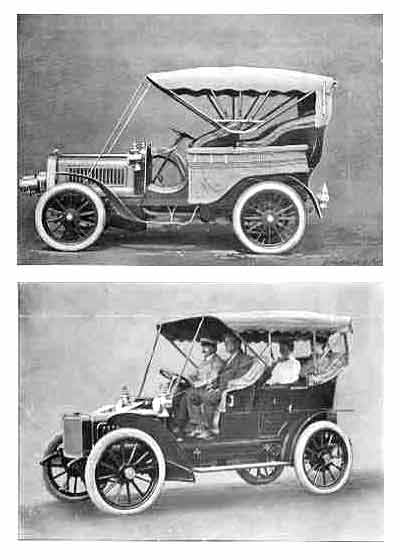
The firm manufactured aluminum bodies and folding
tops for the regions many early automobile manufacturers who included
Locomobile, Moyea, Orson, Pope-Hartford, Sampson, Stanley and
Stevens-Duryea. In fact, Hinsdale Smith was a friend of Frank Duryea
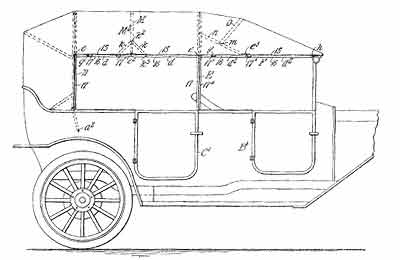
and helped develop the firm’s first six-cylinder chassis. As the firm’s
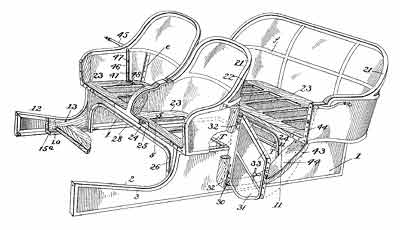
chief designer Hinsdale Smith patented a series of improvements to both
the carriage top (787798, 837138, 1066230) automobile body (D47252,
D47630, 781565, 781850, 813460, 869025, 879205, 1170568, 1170570,
1170571, 1181689, 1251433, 1409962) and automobile steering knuckle
(876104).
The July 1st, 1907 issue of the
Cycle and Automobile
Trade Journal included pictures and a detailed description of the firm’s Springfield
factory:
“The Springfield Metal Body Company's
Factory
“In 1895 Mr. Hinsdale Smith, then a young
man of 24, was
much interested in motor cars, and two years later made an entry for
the
Cosmopolitan, New York, Ardsley Casino event, the second American
public motor
car competition. Mr. Smith did not complete his car in time to appear
in this
Ardsley run but did show the car, a 700 pound runabout driven by a
single
vertical cylinder De Dion motor under the hood in front, wheel
steering, and
about 72 inches wheel base, a very advanced design of motor car for
that early
day at the first New York Automobile Club of America exhibition.
“This first Smith car had a sheet-steel body
with wooden
sills and floor and the construction of this first Smith runabout body
was
generically the same as the Smith-Springfield Body Co. Sheet-Aluminum
and Sheet-Steel
car bodies produced to-day in the Smith Auto Body Springfield Factory,
which
has 500 names on the pay-roll and is probably much the largest producer
of
metal motor car bodies in the world.
“At this first New York Show Mr. Smith
obtained orders for
two of his runabouts at $750 each, and filled these two orders in June
of the
Show year, at a cost of something like $5000 to himself. This was not
so very
profitable, but the next step was yet more discouraging, as it included
the
building of ten of the new runabouts, ready for the motors, and then
finding it
impossible to obtain De Dion motors at any price, owing to the failure
of the
American agents for the sale of De Dion engines.
“But at this time Mr. Hinsdale Smith, who
had become
associated with his brother, Mr. Arthur Parks Smith, had learned how to
make a
sheet metal car body, and had some orders for bodies on the books, and
Smith
Brothers turned to, tooth and nail, hammer and tongs, to snatch victory
from
the jaws of defeat, working about ten men besides themselves, and
actually
making something out of the sheet metal car bodies from the very first,
and
constantly enlarging the business which was incorporated in 1903, the
Smith
Brothers holding a large majority of the stock.
“The Smith Company gross sales of motorcar
bodies totaled
about $54,000 in 1904 $125,000 in 1905 $385,000 in 1906 and contracts
now on
the books call for a production valued at $1,000,000 for 1907.
“In wooden bodies the natural grain of wood
makes it strong
in some directions and weak in others, so that any curved and
many-angled shape
produced in wood must be made of a great many separate pieces, which
must be
first carefully fitted together, and then fixt to each other with glue,
screws
and bolts, and must also be strengthened in various directions with
metal
braces at many points to produce a carriage body that will stay
together on the
road, even when driven at the very moderate speeds obtainable by
horse-traction,
and which are unable to long endure the severe strains inseparable from
motor-car
pace on rough roads.
“Besides the many joints of wood carbodies,
some of which
are likely to open if the carriage is driven rapidly for any length of
time,
wood does not take and retain paint so well as metal does, so that it
is more
difficult to finish a coach body of wood than one of metal, where the
finest
appearance obtainable is demanded.
“Sheet metal has no grain, is as strong in
one direction as
in another, and can be bent, folded and formed into all manner of
shapes
rapidly and easily, without a loss of strength, so that metal
car-bodies can be
given any desired form without menace to durability.
“These inherent advantages make metal by far
the superior
material for motor-car bodies, and fully account for the preference for
metal
bodies, and for the extremely rapid growth of the Springfield Metal
Body Company's
business, which has merely kept pace with the geometric ratio advance
in the
volume of motor car production.
“Before the advent of the automobile some
attempt has been
made to substitute metal for wood in horse-drawn vehicle bodies, but
none of
these efforts had scored anything approaching a permanent success, and
even now
there are many wooden motor-car bodies made, in the cheaper as well as
in the
more costly forms, but the metal body is now used principally for the
middle
class of automobiles in sheet metal, while cast aluminum alloy bodies
are
fitted to some of the highest priced American cars.
“The Springfield Metal Body Company makes
all its work of
either sheet-steel or sheet-aluminum formed by hand or by general
operations in
bending, hammering and swaging, joined by riveting and bolting and
stiffened by
wooden sills and seat and door frames, and by beading, wiring and the
application of steel angle pieces and braces, very few special tools
being used,
as almost all the machine operations are general and applicable to
varying
forms and sizes of metal body productions.
“The very cheapest forms of car bodies can
be made for least
money of wood, so long as not very many of any one pattern are wanted,
but
whenever it becomes certain that a low-priced body form is required in
large
numbers continuously, then special machinery can be installed which
will
produce them of metal at less cost than is possible in wood, so that
the final
motor-car-bodies will probably be made of metal exclusively,
sheet-steel for
the smallest and lowest priced cars, sheet-steel and sheet-aluminum
bodies for
the middle class work and the highest priced cars. Some wooden bodies
will be
fitted to individual owner's designs, always, probably, and the
percentage of
wooden motor-car-bodies used will probably constantly decrease.
“The Springfield Metal Body Company is now
making single sheet-steel
or sheet-aluminum bodies to special designs of individual customers,
thus
invading the high-class territory hitherto occupied almost exclusively
by the
high-priced wooden car-body makers, and it seems very clear that the
metal
motor car body is to come into more universal use.
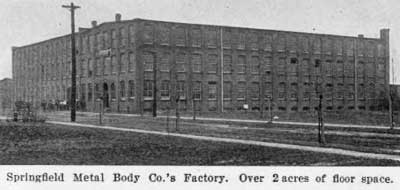
“The Springfield Metal Body Co.’s factory
building is 3
stories and basement, brick, with a front of 174 feet, and two
buildings
running back from the front one, making an E-shaped plan; one of these
rear
structures is 153x61, and the other 151x61 feet, with a boiler and
power house
in the rear.
“The multi-floored factory building is less
fully adapted to
carriage body making than to almost any other manufacture, as this work
requires abundant storage room for parts of work in progress, so that
the
floors, which are 41 and 61 feet wide, give ample side lights for vise
benches
and hand workers generally and the less well lighted middle floor space
is used
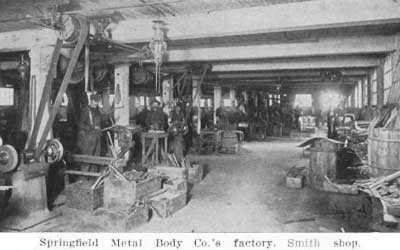
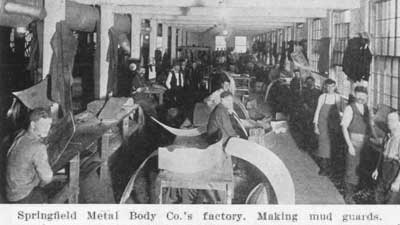
for piling bulky material and partly finished product. The pictures
given show
this large factory as well lighted and full of work, its more than two
acres of
floor space being filled to the utmost capacity.
“As to materials, pretty nearly everything
goes into a
carriage body, the products of the animal, vegetable and mineral
kingdoms being
liberally represented in the forms of various woods, almost all the
industrial
metals, and animal hides and hair, while the workers are of both sexes
and
almost every mechanical trade, from rows of women operating sewing
machines
thru the whole list, commencing with blacksmiths and ending with
painters and
decorators.
“The metals used include sheet aluminum,
sheet steel, sheet
brass, sheet copper, steel bars, brass, steel and aluminum alloy
castings, steel
and brass wire, screws of different metals, wire, rivets, bolts and
hardware
fittings of many different kinds.
“The workmen are of all nationalities and a
great many of
them are very highly skilled specialists and include carriage and
cabinet
makers, wood carvers and upholsterers among the regular tradesmen, as
well as
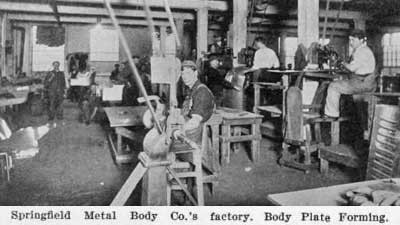
painters who are real artists, and plate formers who produce curved and
swelled
shapes of car-bodies by hand work with hammers and mallets, or by
machine
forging with very small power hammers of the well-known ‘Justice’ type.
“But machinery does not cut much of a figure
in metal body
making. Ordinary wood working machinery, sawing and shaping machines
are used
as far as they will go, and the band saw cuts out many shapes in both
wood and
sheet aluminum, but body making is mostly hand work, with machines as
mere
adjuncts.
“The Smith Brothers were pioneers
in metal body
building for motor cars, and invented and patented a great
number of
their construction methods and details as they grew in size and
experience, and
a large part of their effort was expended in training laborers of
aptitude into
highly skilled artisans for carrying out new methods of shaping and
joining and
strengthening their peculiar product, which were not before known in
any of the
mechanic arts.
“The most difficult operation in the whole
routine of sheet
metal car-body production is the uniform shaping of the large pieces of
thin
metal which form what carriage body builders designate as ‘pannels,’
the
tonneau backs and sides and the front seat backs, so as to bring the
finished
body to fit the curved templates smoothly and perfectly. These large
plates are
cut out with saws and shears, hammered with rapid blows of the small
power
hammers, pounded with wooden mallets, beaded with tinner's hand-turned
rolls,
and swaged, shaped and staked and hand-hammered in hundreds of
different ways
from the time the pannels are taken up as flat sheets until they are
assembled
with their wood-work frames into complete bodies, which
appear perfect
to the mere onlooker, but yet have hosts of faults and imperfections
when
scrutinized by the trained eye of the expert. All of these defects must
be
removed by hand-work with mallets, little hand-hammers, files and
abrasive
papers.
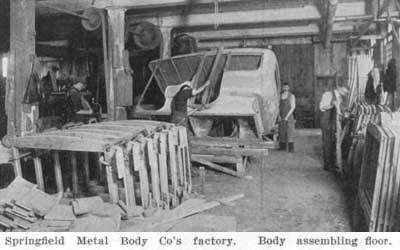
“In the first shaping, a large component
like a seat back
and sides, it is bent and hammered to shape as indicated by wooden
templates,
then fitted to a large wooden form, sometimes its own frame, to which
it is to
be finally fixed, and sometimes to a shop forming block. It is clamped
with
hand screws and is then tested with wooden templates for its curves in
detail,
marked with pencil where it must be brought out or carried in, removed
from the
form and taken back to the power or hand-hammers. Here, as may be
required, it
is shaped afresh and again and again tried on the form and with the
templates,
until its difficult curvatures are finally not only obtained so as to
look
right to the eye, but in such close repetitions as to almost exactly
fit the
template curves. Thus precise uniformity of shape
in bodies of the
same pattern is obtained. After this, the plates or pannels are
fastened to
their frames and then follows another long series of tentative
operations in
applying the metal beads and outside pieces in the forms of door
castings and
so on, all of which must be carefully fitted by hand to the irregular
metal
plate contours, and must then be shaped on the outside to templates.
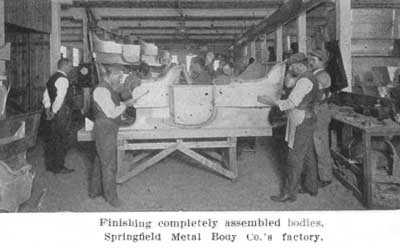
“The metal fittings are then applied, such
as the hanging of
the doors, and the attachment of the wooden pieces to which the
upholsterer
fastens his fabrics supplied either by the textile mill or the tannery.
After
the body is wholly assembled and completed so far as wood and metal
parts go,
every part of the outside surface must be worked over with the
hand-hammer, the
file and abrasive paper until the curves are perfect from all points of
observation, and the templates show no variation from standard shapes
and the
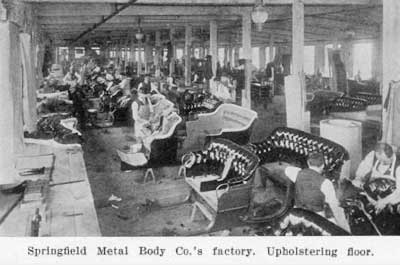
surface is everywhere perfectly smooth and prepared to take paint. The
body is
now ready for the upholsterers, whose work demands the best of
materials and
the most highly skilled handicraft, as well as large and elaborate
special
machines. The completely assembled and upholstered body then goes to
the
painters, who give it the final finish of colors and varnish, again
demanding
both materials and skill of the highest quality.
“This mere sketch of the operations of sheet
metal car body
manufacture, in connection with the illustrations made from
photographs taken
expressly for this story, will give the reader a faint idea of what it
takes to
produce that composite assemblage of metals, woods and animal products
which
very few think of as a most difficult mechanical achievement, requiring
as much
constructive talent in designing and skill in production as the
motor car
chassis itself.
The Springfield Metal Body Company's work
now seems to have
reached a stage of perfection, but the Smith Brothers, both
yet young
men, say that there is as much room to-day for body making improvement
as there
ever was, and are busy now with new designs and details as they have
been,
constantly, ever since they made their first little car body in a tin
shop, and
undoubtedly will be until they turn their metal body business over to
their
successors.
“What the proportions of the Springfield
Metal Body Factory
will be when these two Smith Brothers who founded it are
ready to
abdicate, is something not easy to forecast. From $56,000.00 in 1903,
to a
round million value of product in 1907, is a rapid growth for a new
industry, but
as yet there are only a few motor cars and a great many
horse-drawn
vehicles in evidence. What will the motor car body business
be when
the horse as a tractive agent is looked upon as the most obvious
reminder of
former barbarism in modern civilization?”
The bodies for a Springfield-badged automobile
were built in small numbers by Springfield Metal Body in 1907 and 1908.
Designed by two local engineers, H.C. Medcraft and G.B. Bowersox, the
car was sometimes known as the Med-Bow and manufactured by a syndicate
headed by G.F. Hillman of Northampton, Massachusetts and included
investors from both Springfield, Massachusetts and Springfield,
Illinois.
Springfield Metal Body Company built the body for
piano virtuoso Josef Hofmann’s self-built 1909 Hofmann automobile. The
body was a long demi-limousine that could be converted into an open
tourer.
Skilled coachbuilders were hard to find and the
firm recruited a number of European craftsmen to fill the void. Their
most famous recruit was Maurice Schwartz (1884-1961), who would go on
to form the legendary Californian firm of Bohman & Schwartz.
Schwartz was born in Austria in 1884 and learned
the art of body building at the Armbruster Kaiser Koneg Hofwagen
Fabrick, the Vienna firm that built carriages for the Kaiser. In 1904
Armbruster added automobile bodies to their product catalog and
Schwartz had six years experience in building them when he was
recruited in 1910. He stayed at Springfield for a couple of years then
left to work for Willoughby in Utica, New York and Fisher Brothers in
Detroit. In 1918 he moved to Los Angeles, California to work for the
Earl Auto Works which was eventually purchased by the Los Angeles
Cadillac dealer Don Lee.
In March of 1913, the Smith’s acquired the
factory and assets of the Brightwood Mfg. Co., the producer of the
1910-1911 Orson automobile (aka the “Banker's Car” or “Millionaire’s
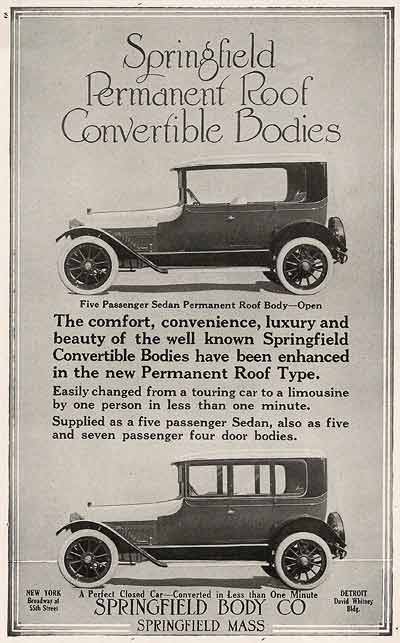
Car”) and was reorganized as the Springfield Body Co. Within a year,
Hinsdale Smith’s revolutionary convertible sedan would guarantee the
firm a lasting place in automotive history.
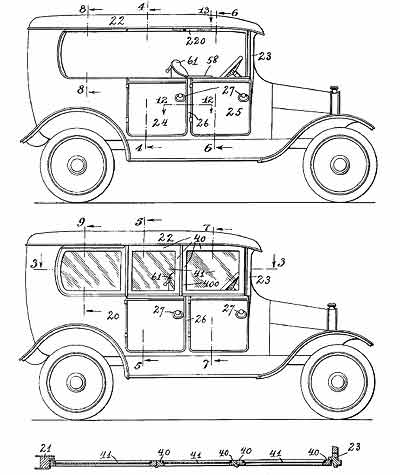
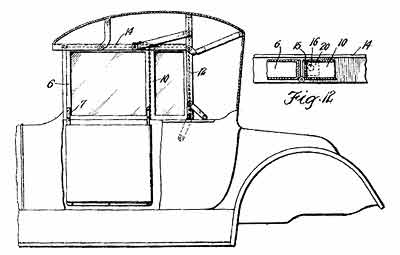
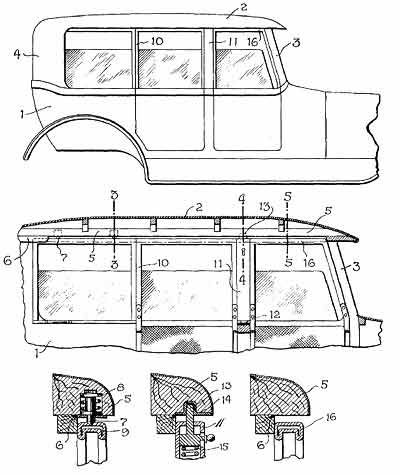
The Springfield all-year body featured removable
door pillars and side windows that either slid down into the door
cavity or were removed and stowed inside the car. The body debuted on
the 1914 Chalmers Sedan and from 1915 through 1918, “Springfield-type”
bodies were offered by at least two dozen automobile manufacturers
including Auburn, Cadillac, Chalmers, Chandler, Chevrolet, Cole, Dodge,
Ford, Haynes, Hudson, Locomobile, Maxwell, Mitchell, Oakland, Overland,
Paige, Peerless, Pierce-Arrow, Pope, Pope-Hartford, Stanley,
Stevens-Duryea, Studebaker, Toledo, Westcott and Willys-Knight.
(The Springfield Top was resurrected by
aftermarket suppliers in the early twenties as the all-weather or
“California Top”, a popular accessory for touring cars, which gave them
the functionality of sedan.)
Demand for the new body style quickly exceeded
the factory’s capacity, so a New York investor named Walter L. Fry was
brought in to bolster the firm’s finances. In December, 1914 the firm
was reorganized as the Springfield Body Corp. with a $1 million
capitalization. Fry became the firm’s president, Hinsdale Smith,
vice-president and chief engineer, and Arthur P. Smith treasurer.
Corporate headquarters were relocated to New York City at Broadway
& 55th St., a Detroit Office was established in the David Whitney
Bldg. at 1553 Woodward Ave. and the firm commenced operations at a
leased plant in metropolitan Detroit.
The following news release appeared in many of
the nation’s papers in late November and Early December of 1915:
“$1,000,000 Concern Takes Over Springfield
Metal Body Co.
"The tremendous demand of automobile buyers for
the “Springfield” type of car is emphasized by the announcement that a
new concern called the Springfield Body Company has been incorporated
with a capitalization of $1,000,000 to take over the business of the
Springfield Metal Body Company of Springfield Mass.
"The corporation will be headed by W.L. Fry,
New York City, as president, vice-president and director of sales, E.W.
McGookin, Detroit, Mich.; vice-president and chief engineer, Hinsdale
Smith, Springfield, Mass.; treasurer, A.P. Smith, Springfield, Mass.
The board of directors includes as members, Walter L. Fry, E.W.
McGookin, Hinsdale Smith, A.P. Smith and Frederick Fuller.
"About a year ago, W.L. Fry, president of the
new corporation, became interested in the old company. At that time,
the general public was just beginning to realize that an enclosed car
was a great luxury in the winter time and to grumble about the high
price of limousine bodies. Manufacturers were quick to recognize this
demand and all sorts of cheap, make-shift winter tops appeared on the
market.
"The only convertible body which combined the
beauty, comfort and utility of both the limousine and touring car
without sacrificing any of the advantages of either one was the
convertible body manufactured by the Springfield Metal Body
Company.
"The great demand in Eastern cities for this
type of body by users of high-priced cars, together with its already
apparent popularity among owners of medium priced automobiles,
convinced Mr. Fry of the practicability of the convertible body as a
business proposition.
"He realized however, that the trend of the
automobile business was toward medium priced cars and that in order to
reach this market which was growing by leaps and bounds, he must lower
the price of convertible bodies. His problem was, therefore, one of
organization – of securing men of proven ability to handle quantity of
production and a large volume of sales.
"Just how well Mr. Fry analyzed the
possibilities of the market for convertible bodies and solved his
problem of organization is best shown by the tremendous increase in
business secured by the Springfield Body Company, amounting to 3,000%
in about 120 days, which in turn necessitated reincorporation with an
increased capitalization.
"The convertible body made by this company is
one of the most popular on the market and is being used by some of the
biggest automobile concerns in the country. The Studebaker, Maxwell,
Chandler, Mitchell and Paige-Detroit companies all furnish Springfield
convertible bodies as regular equipment on their cars.
"All for the officials of the new corporation
are men with established reputations for having done “big things” in
their particular lines of work. Some of them are particularly
well-known in automobile circles. The Smith brothers invented, designed
and constructed the first metal bodies used on automobiles. They also
built the first six-cylinder motor constructed in this country.
"E.W. McGookin, vice-president and director of
sales, who is directly responsible for the great increase in business
during the last four month, is known as one of the most successful
distribution experts in the country. His own individual sales in seven
years, were a major factor in increasing the capital of another concern
from $25,000 to $11,000,000.
"That the increase in business secured by this
company is not even larger than the phenomenal record of 3,000%, is
solely because of the lack of manufacturing facilities which is
responsible for the loss of over $1,000,000 worth of business during
the last few months. Plans are under way, however, for the erection of
an enormous production plant in Detroit, but this will not interfere
with the operation of the Springfield plant which will continue to run
at full capacity as long as there are no further labor troubles.
"It has been reported that a large amount of
the stock of the new company has been taken up by both New York and
Western investors.”
“1916 Cole Motor Company's Latest Offering Is
Cole-Springfield Body.” ... "For rain or snow or extreme cold, the
Cole-Springfield body is Ideal.”
On April 4th, 1916 The Wall street Journal
reported that: "...following the sale of $750,000 in 8 per cent
preferred stock in February, the business of the Springfield Body
Corporation, formerly the Springfield Metal Body Company of
Springfield, Mass., has increased handsomely. Deliveries on contract in
March increased 50 per cent of February, and April will probably show a
gain of 33 per cent in March."
Prior to the reorganization most of the firm
customers had been located in New England. The Detroit office brought
in lots of new business and a September 16th, 1916 newspaper article
announced “A thousand percent increase in orders during the last
twelve: That is the sensational record made by the Springfield Body
Company, of Springfield, Mass.”
The Fort Wayne Journal Gazette published an
interview with the Firm’s president in its Sunday Auto Supplement on
September 10, 1916.
“No Secret About It: Simply Makes The Best Auto
Bodies In the Country
“A thousand percent increase in orders during
the last twelve months – that is the sensational record made by the
Springfield Body Company of Springfield, Mass., builders of automobile
bodies. Although extraordinary production records are by no means
uncommon, since the development of the automobile industry, the record
of the Springfield Body Company is so phenomenal that the writer
attempted to learn from Walter L Fry, president of the concern, the
secret of its unusual success.
‘No secret about it’ said Fry, in his quick
decisive manner. ‘We’ve got the only real convertible automobile body
in the world – by that I mean a limousine and touring body in one – and
moor car owners, as well as the manufacturers, are clamoring to get it.
It answers for the first time a demand which has existed since the
motor car became a popular means of conveyance. Any sane person would
like to own a car which is just as comfortable in winter as in summer,
but there are, comparatively speaking, mighty few of them who can
afford town both a costly limousine and an open touring car. Some of
them tried the cars with the detachable tops, but they did not answer
the demand because they did not give good service. They warped and they
rattled. They didn’t look right. They didn’t seem to be a part of the
car. There was something wrong in the appearance of the affair, but the
average owner couldn’t tell just what it was. He was simply
dissatisfied.
‘The Springfield Body Company, however, had a
real limousine body with a permanent top, which was so constructed that
all of its glass sides and framework could be instantly removed and the
body turned into an open model for warm and hot weather driving. The
roof of the body still remained up, its graceful lines adding to the
striking appearance of the car, and at the same time shielding the
passengers from the scorching rays of the sun. The manufacturers of
costly cars quickly adopted the Springfield type body, but, of course,
expensive cars are manufactured in comparatively small quantities which
necessarily meant that our production of convertible bodies would be on
the same scale. That meant that we had to charge a big price for
them.
‘Eventually, the manufacturers of medium-priced
cars began coming to us with appeals for the all-year-round type of
body at a price which would permit them to continue to sell their
orders for our bodies as standard equipment on their cars would
increase our production to such an extent that our manufacturing cost
would be so lowered we could put a minimum price on our product. We
decided to make the attempt and build the bodies in quantities.
‘The rush started from that minute. Even now we
can’t keep up with the demand, but our manufacturing facilities are
growing as fast as our production increases and we hope soon to be able
to handle immediately every order which comes in.
‘If there is a secret to our success, it is
simply that we build a product which appeals to every automobile owner
in every section of the country.
“Already the companies which have adopted the
Springfield type body as standard equipment include: The
Abbott-Detroit, Cadillac, Cole, Davis, Haynes, Interstate, Marmon,
Mitchell, Oldsmobile, Overland, Paige-Detroit, H.A.L Twelve, Reo,
Stearns, Studebaker, Velie, Westcott and Winton.”
A few months later, the Springfield Body
Corporation brought suit alleging patent infringement against the
Fisher Body Corp. In a November, 1916 news release, Fisher Body’s
president, Fred J. Fisher, stated that his company had been advised
that there was no infringement, and had he thought there was he would
have abandoned that part of his business “since it does not constitute
over 2 percent of our entire line”.
The two-year old Springfield Body Corporation did
not survive the economic depression of 1917 and the firm suddenly and
silently disappeared. Existing patents were reassigned to the Edward G.
Budd Corp., and Budd took over production of the convertible body.
Walter L. Fry would go on to establish the Fry
Products Co, one of Detroit’s largest suppliers of OEM seat covers. He
became famous in 1937 when he joined his employees in a sit-down strike
ordered by the UAW. One year later he closed down the firm rather than
deal with the UAW.
Hinsdale Smith had little trouble finding another
job and was appointed general manager of the Aeromarine Plane &
Motors Co. of Keyport, New Jersey. Coincidentally, Aeromarine was owned
by Inglis M. Uppercu, Cadillac’s sole New York City distributor and
soon-to be owner of the Manhattan coachbuilder, Healy & Co.
On the strength of orders from the US Army and
Navy, Aeromarine constructed a new factory in 1917 adjacent to Raritan
Bay in Keyport, New Jersey and Smith was hired to oversee the
construction. During World War I, Aeromarine made observation planes
for the Army Signal Corps and trainers for the Navy.
In August of 1917, the Wright-Martin Aircraft
Corp. proposed a $6 million scheme to manufacture airplanes for the US
Government at the former Springfield Body Corp. plant which was
currently on the market for $2 million. In the proposal, a holding
company called Goethals, Jamieson, Houston & Jay Inc. would run the
plant for Wright-Martin, (Houston was an officer of Wright-Martin) and
their product would be combat aircraft that would be fitted with
Hispano-Suiza aircraft engines. The Aircraft Production board was
uninterested in the proposal and nothing came of it.
Things did not go well for Hinsdale Smith in New
Jersey, and he returned to Springfield within the year to take another
stab at the body building with his brother. In 1918 the pair sought out
contracts from the regions automakers, bought a factory in West
Springfield and formed the Smith-Springfield Body Corp.
The newly organized Smith-Springfield Body
Corporation issued $300,000 of 6-year 7% gold notes in November of 1919
backed by the Empire Trust Co. of New York.
Hinsdale Smith was the firm’s new president, and
his brother Arthur P. Smith vice-president. The firm was organized
under the laws of Delaware for the purpose of building automobile
bodies. The stock offering stated that the firm “owned 5 acres of land
located on the railroad within ¾ of a mile of the center of Springfield
upon which it was erecting a modern factory to be fully equipped with
machinery for the most efficient production of automobile bodies and
ready for operation by January 1 next. The Company has also obtained
ones year’s option on a further five acres of ground immediately
adjoining the present site.”
When Rolls-Royce of America, Inc. commenced
production of the Springfield Silver Ghost in their East Springfield,
Massachusetts plant, Smith-Springfield was selected as one of the
automaker’s chief body suppliers.
The 10 sub-contractors who supplied bodies for
the Rolls-Royce Custom Coach Work program included Biddle and Smart,
Brewster, Holbrook, Merrimac, New Haven Carriage Co., Smith-Springfield
and Willoughby. Much speculation has been focused on the remaining two
builders, who are thought to be the Amesbury Body Co. of Amesbury,
Massachusetts and the Springfield Body Corp. of Springfield,
Massachusetts (not affiliated with Smith-Springfield).
In late 1921, LeBaron’s Ray Dietrich was hired as
a consultant and spent close to a month designing and engineering the
firm’s Rolls-Royce bodies. 61 Smith-Springfield bodies were built for
the Springfield Silver Ghost chassis between 1921 and 1923.
LeBaron selected Smith-Springfield to build them
a sporty dual-cowl phaeton for Milton Budlong, the New York City
Lincoln distributor, to display at the November 1921 New York Auto
Salon. The caveat was that the car needed to be built in just 18 days,
and Smith-Springfield delivered the completed car, on time.
Springfield made a few low-volume production
bodies for other manufacturers such as the air cooled Fox which was
built in Philadelphia, PA but by late 1922, most of the plant was
devoted to Rolls-Royce body program and at the end of the year
Rolls-Royce of America purchased the entire operation.
Smith-Springfield’s craftsmen became the backbone of Rolls-Royce’s
Custom Body Works, which were relocated from the West Springfield
factory to the former Knox Automobile Co. plant on Waltham Ave. in
1923.
Newton H. Manning, Smith-Springfield’s sales
manager became assistant manager of the Rolls-Royce body plant, a
position he held until 1928 when he was hired by LeBaron-Detroit as the
firm’s general manager.
The vacant Smith-Springfield plant wouldn’t stay
empty for long as a group of local businessmen purchased the plant, and
resurrected the Springfield Body Corp. hoping to cash in on the earlier
firm’s good reputation.
A January 10th, 1923 press release announced that
the newly formed Springfield Body Corp. intended to purchase two
additional body plants, the first in Pontiac, Michigan the second in
Bloomfield, New Jersey, to compliment the firm’s West Springfield,
Massachusetts factory giving the new firm the capability to produce as
many as 15,000 automobile bodies annually.
Charles C McElwain, director of the Safe Deposit
& Trust Co. of Springfield, MA, was chairman of the board of
directors. Other directors included Harry G. Fisk, vice-president of
the Fisk Rubber Co., Chicopee Falls, MA, Frank A Woods, director of the
Safe Deposit & Trust Co. and Farr Alpaca Co. of Holyoke, MA., and
Victor M. Tyler president of the Acme Wire Co. of New Haven, CT and
director of the Gotham National Bank of New York. C.S. Dame was the
firm’s initial president and Frank M. Livingston, its controller.
Following the preliminary announcement of the
formation of the Springfield Body Corporation came a Jan 28, 1923
statement that a purchase contract has been made for a large plant in
northern New Jersey with a capacity of from 5,000 to 7,500 custom jobs
per annum, with an option secured on another plant with a yearly
capacity of 10,000 bodies in the Detroit district.
The new firm is thought to have built a number of
bodies for the Roll-Royce Custom Coach Work program, but no firm
evidence has been uncovered. In fact, little evidence of the firm
having produced any bodies for firms other than the Peerless Motor
Company of Cleveland, Ohio exists.
Springfield kept themselves in the headlines and
on March 21, 1923 Springfield Body Corporation stock reached an
all-time high of 49 1/8. However, a follow-up to the March 21 item
dated March 28, 1923 stated: “The rise in shares of Springfield body
was influenced by reports that a contract had been closed calling one
of the largest orders ever booked by that corporation. Confirmation was
lacking”
Peerless chose to introduce a new line of
Springfield-built luxury bodies in 1924, and they chose the Winter
1923-24 New York Auto Show and Auto Salon for their introduction. A
fair amount of publicity resulted from the introduction of a
radio-equipped Peerless sedan at the Springfield booth. Springfield
boasted that it was the first vehicle to include a radio as standard
equipment.
The following year, Springfield exhibited two
Peerless sedans at the winter 1924-1925 New York Auto Salon. The New
York Times took notice of the firm’s “…five-passenger car being
finished in brown, with a hairline black striping and a centerline of
gold.”
Known polygamist George Brinton Caldwell was
listed as the firm’s president as late as 1925, but within the year,
the town of West Springfield foreclosed on the firm’s body plant for
non-payment of taxes.
The following item appeared on the AP wire:
“August 14, 1926 – Town Bids In Plant for
Arrears In Taxes. (AP) For non-payment of taxes of $6,445 the plant of
the Springfield Body Co was today bid in for the town of West
Springfield by tax collector Raymond A Sweeney, when no bidders at the
tax sale. Negotiations were supposed to have been virtually completed
for the transfer of the plant to the Sikorsky Manufacturing Co for the
manufacture of airplanes, but complications arose and it is now said
the sale is unlikely.”
Five months later Samuel T. Freeman & Co.,
Auctioneers held an auction of the Springfield Body Corp.’s West
Springfield real estate, machinery, equipment and supplies. The sale of
the firm’s brick 1-story 25,000 sq ft Circuit Ave plant and 5-acre
parcel (which included a railroad siding) took place on Tuesday,
February 1, 1927.
In 1924, the Smith brothers took the proceeds of
the Rolls-Royce sale and purchased the former Stevens-Duryea factory in
East Springfield and commenced production of commercial bus and truck
bodies. The firm produced a few series-built wooden suburban bodies in
the mid-to-late 1920s and early 30s. Springfield offered the regions
Chevrolet with a popular suburban body starting in 1925. Similar in
style to those built by Babcock and Mifflinburg, bodies were also
available for Dodge and Ford chassis.
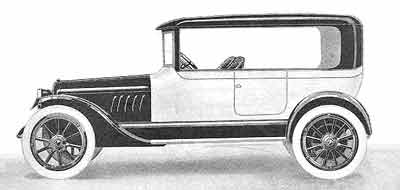
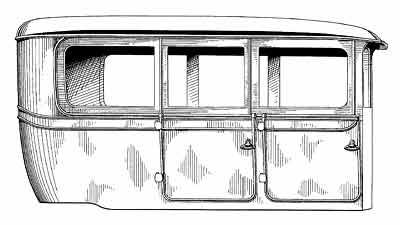
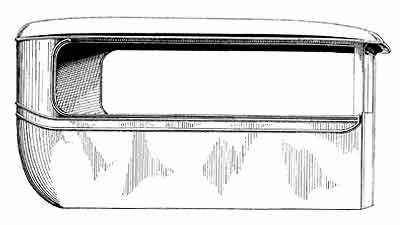
In 1929 an unusual body was offered by
Springfield called the "No.5 Estate Station Body". The hardwood
framework of this body was covered with sheet metal panels and painted
the same color as the hood and cowl. The extra-wide full frame doors
were then edged with stainless steel or nickel-cadmium strips. The roof
edge was edged with these strips, and they were used at the belt line
in single and double rows for decorative purposes. Instead of side
curtains, pull-up windows were used which consisted of a large wooden
framed piece of canvas in which large isinglass panels were sewn-in.
The windows were raised by pulling them up out of their door pockets
and snapped into place with fasteners. These isinglass windows
were placed in all 4 doors as well as the rear quarter windows and
tailgate. The same body was offered in 1930 as the No 35 Estate Wagon.
Although regular Springfield woodies were sold in large numbers, few of
the new pocket-window design were sold, and none are known to exist
today.
Unfortunately, the firm did not survive the
Depression.
Hinsdale Smith continued to be active in the
automotive field into the 1940s and held 35 patents when he passed away
in Deerfield, Massachusetts on March 7, 1959 at the age of 89.
© 2004 Mark Theobald - Coachbuilt.com
|