|
|
|
|
|
||||||||||
|
||||||||||
|
|
||||||||||
|
||||||||||
|
||||||||||
|
|
||||||||||
|
|
|||||||||
|
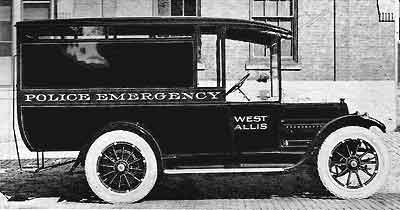
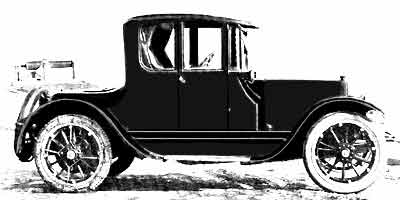
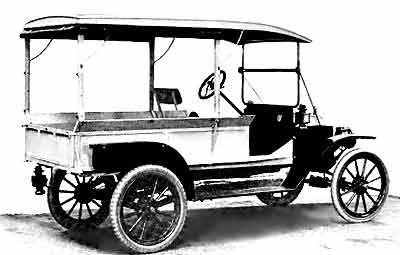
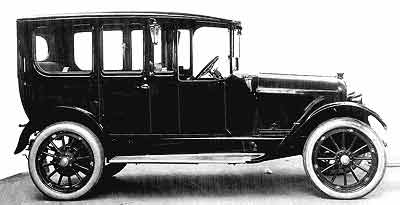
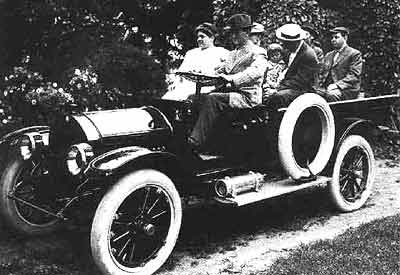
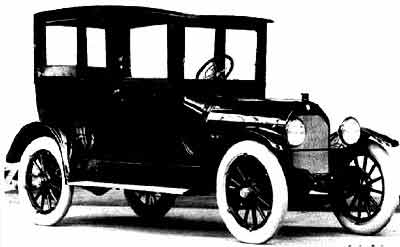
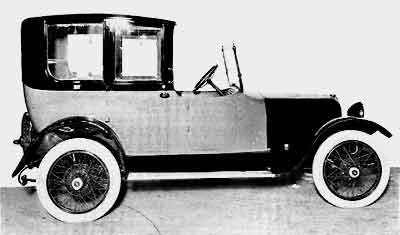
Alonzo Duretto Seaman (1816-1868) was born in New York City to Edward and Catharine Seaman in 1816. Little is known of Alonzo’s early apprenticeships’, however it is known that he married Mary Armstrong in 1838 at Manhattan’s Stanton St. Baptist Church. A son, named William Steward Seaman, was born in 1845, and by 1847, Alonzo and his young family had moved westward to Milwaukee, Wisconsin where Alonzo established the A.D. Seaman Furniture Co. By the time of Alonzo’s death in 1868, the firm employed 200 hands with annual sales of $120,000 and a second showroom in St. Louis, Missouri. William Steward Seaman became president upon his father’s death, and three younger brothers joined him in managing the now sizable fine furniture maker which was now called the Milwaukee Parlor Frame Co. They specialized in producing sofas and other fine upholstered furniture for the parlor, the centerpiece of any Victorian home. During the late 1870s a rift developed between the two eldest sons of the Seaman family and in 1881, the eldest, William Steward Seaman, left the firm, forming the W.S. Seaman Co. while the next oldest, Harold, formed the H.C. Seaman Parlor Frame Co. of Milwaukee. The H.C. Seaman Parlor Frame Co. continued to make fine furniture through 1921 when it was reorganized as the Graves-Seaman Parlor Frame Co. However, the firm that concerns us is the W.S. Seaman Co. the firm founded by William Steward Seaman. Soon after the practical implementation of the telephone, W. S. Seaman developed a sound-insulated telephone booth, which the W.S. Seaman Co. built in large numbers on the south side of Milwaukee through the turn of the century. Their major customer was Chicago’s Western Electric Company, who also contracted with Seaman to build telephone switchboards as well as the sound-proof phone booths. Western Electric supplied Western Union with all of their phone equipment in the late 1870s. In 1881, Western Electric became a wholly-owned subsidiary of the Bell Company, and became the Bell System’s sole supplier of phone equipment, which proved extremely beneficial for the W.S. Seaman Co. A 1906 fire destroyed the W.S. Seaman plant but a new much larger facility was leased on in northern Milwaukee on Virginia St, and production resumed within a month. The new building had more than enough capacity for the telephone booth business and Seaman leased some of the excess space to a few small local manufacturers, one of which was the short-lived Petrel Motor Car Co., a small firm formed in 1909 to manufacture automobiles by John and Harry Waite. Financing came from Samuel W. Watkins, the owner of Milwaukee’s Beaver Mfg Co. an early petrol engine builder. The equipment need to produce telephone booths was precisely the same needed to produce composite automobile bodies, and the Petrel’s Waite Brothers commissioned Seaman to build bodies for the short-lived friction-drive automobile. Seaman’s experience with their first automobile bodies proved profitable and within a year, a number of regional auto manufacturers contracted with Seaman for coachwork. Following an illness, William S. Seaman withdrew from active involvement in the firm and his two sons, Harold H. (1879-1966) and Irving (1881-1978), took over the day-to-day operation of the company in 1909. The elder Seaman died the following year and Irving became Seaman’s chief executive. Irving had graduated from the University of Wisconsin-Madison and worked for an automotive battery manufacturer prior to returning to Milwaukee following his father’s illness. From 1909 through 1919 Seaman produced passenger car bodies for the following: Case, Chalmers, Chicago Electric, Columbia Taxicab, Dorris, F.A.L. (Falcar), Franklin, F.W.D., Hudson, Jonas, King, Kissel, Lafayette, Locomobile, Lozier, Marmon, Mitchell, Moline, Moline-Knight, Oakland, Packard, Pierce-Racine, Rambler, Regal, Stevens-Duryea, Velie and Westcott as well as winter tops for Ford and Cadillac. W.S. Seaman Co. holds a patent on a metal-reinforced wooden framing system that they started using in 1910. In 1910, Seaman formed an alliance with Maurice J. Rothschild of Rothschild & Co. of New York to produce custom-built Rothschild-designed bodies under license for the Milwaukee and Chicago marketplace. Seaman even set up a subsidiary, the Rothschild-Seaman Co., to distribute them. When Rothschild closed in 1912, Seaman continued building custom coachwork using the Rothschild-Seaman badging, however by 1915, the Rothschild name was abandoned. Seaman built full custom bodies on Cadillac, Cole, Dorris, Locomobile, Lozier, Packard, and Velie chassis for dealers in Milwaukee, Minneapolis, Chicago and St. Louis. However, most of Seaman’s output was devoted to production bodies. Between 1912 and 1916 they made most of the closed bodies for the Chicago Electric. They looked top-heavy as the extra-tall passenger compartment included very tall doors with arched tops made to allow easy access for owners wearing top hats. Similar bodies were built for the Columbia Electric, which were popular as taxicabs in the Chicago marketplace. Although the chassis were built in Hartford, Connecticut, the cabs were shipped to the Midwest without bodies, most of which were built by Seaman. During this period it was much cheaper to ship bare chassis, as they took up far less space in a freight car and could be shipped for substantially less money than a complete automobile. A similar arrangement existed with another Connecticut manufacturer, Locomobile, who also shipped bare chassis to Seaman from their Bridgeport plant. There were some smaller manufacturers in fairly close proximity to Milwaukee, who are almost forgotten today, for whom Seaman also built production bodies. They include the F.W.D. in nearby Clintonville, Wisconsin, who built passenger cars between 1908-1910 as well as the Pierce-Racine, (no relation to Pierce-Arrow) a car built in Racine that later became the Case after J.I. Case purchased the firm in 1910. The Moline and Moline-Knight were built by Root & Vandevoort in nearby Moline, Illinois and Seaman built most of their production bodies. Velie, a medium to high-priced chassis from the same city, and Kissel, a medium-priced car built in Hartford, Wisconsin also bought production bodies from Seaman. In the middle teens Seaman introduced elaborate carved panel hearses and more traditional invalid coaches which were typically pictured on Cadillac and Jonas chassis. They also built large numbers of light delivery bodies for the Model T and TT Ford. Known as huckster's wagons or depot hacks, they featured low sides and a canopy top, and were the forerunner of the woody station wagon. Seaman’s future would intertwine with that of their largest customer, the Thomas B. Jeffery Company of Kenosha, Wisconsin. By 1910, the Jeffery Co. had become one of the largest automobile manufacturers in the country, and they started buying production bodies for their Rambler automobile from Seaman, a relationship that continued when the name of their product was changed to Jeffery, following the death of Thomas B. Jeffery in 1910. Orders slowly increased into the teens, and by the time Buick’s former president, Charles W. Nash, bought the Thomas B. Jeffery Co. in 1916, the firm was Seaman’s largest customer. Nash changed the name of both car and company to reflect its new ownership, so Seaman’s largest customer was now the Nash Motors Co. Seaman had been building truck cabs for both Ford and Jeffery, and when Nash obtained a large contract to build Liberty trucks at the start of the First World War, Seaman built their cabs. During the War, Seaman built sidecars for their Milwaukee neighbor, Harley Davidson as well as ammunition boxes, gun mounts, and other war material under a subcontract from the Velie Motor Car Co. another old Seaman customer. While the First World War served as a gold-mine for many of the firms involved in the auto industry, it did not bode well for Seaman, and by the fall of 1917 it became apparent that the firm was in financial trouble. Some of the plant was devoted to long-standing telephone contracts that were no longer profitable, as was their small custom body business, so the board decided to devote all of its resources to production bodies. All telephone contracts were terminated and an offer to purchase a controlling interest in the firm was received from Charles W. Nash. Coincidentally, General Motors purchased a 60% interest in the Fisher Body Corp. at the same time. Both coachbuilders followed similar paths, and were eventually absorbed by their parent companies. Nash built 11,000 trucks in 1918, and although government orders for the Liberty truck would soon expire, the Seaman board decided it was a good time to accept Nash’s offer, so in 1919 the Nash Motor Co. purchased a half-interest in Seaman which was reorganized as the Seaman Body Corporation. Nash produced a full line of trucks through 1929, and revived their half ton offerings immediately after WWII, from 1947-49. The W.S. Seaman Co. was retained as a holding company for the half of Seaman Body Corp. owned by the Seaman family, and although they no longer built telephone equipment, they continued to receive royalties from patents they held relating to the phone business. Charles W. Nash was one of the founders of the Lafayette, a luxurious Indianapolis-built V-8-equipped automobile similar to Leland’s Lincoln and equally as unprofitable. During the recession of 1921, the firm teetered on bankruptcy, so to avoid embarrassment, Nash purchased the firm, absorbing it into Nash Motor Co. The Lafayette continued through 1924, and many were equipped with custom coach-built bodies, some designed by LeBaron Carrossiers and built by Seaman. While many sources claim that Seaman built only for their parent firm, Nash Motors Co. after 1919, quite a few non-Nash bodies are known to have been built into the twenties and thirties. Seaman built woodie and depot hack bodies for Hudson as well as hundreds of Driver-Salesman bodies for Ford’s Model A & AA truck chassis. Seaman also built fire truck bodies, and one hose and ladder body on a 1927 Nash chassis that was used by Michigan’s Copper Range Co. at the Champion #4 Mine still exists. It was used until just after WWII when it was put into storage, and the body plate reveals that it’s Seaman body # 6631-23, model 270. As the Nash automobile grew in popularity, the size of Seaman’s plant and work force grew accordingly and by 1928, employed some almost 6000 workers producing over 800 bodies per day. Although it faired better than most during the Depression, employment at Nash fell dramatically, and by 1933 two-thirds of Seaman’s work force had also been let go. An important Depression-era strike illustrates the close relationship between the two firms. AS the Depression deepened, and strikes became commonplace, In 1933 alone there were over 100 auto worker strikes in the United States, most of which were unsuccessful. On November 9, 1933, 200 Nash assembly-line workers in Kenosha, Wisconsin, walked out to protest new piece rates. In response, owner Charles W. Nash locked out all 3,000 union workers at Nash’s Kenosha & Racine plants. Workers at both the Racine Nash plant & Milwaukee's Seaman Body were members of the new Federal Auto Workers Union and were eager to support their fellow workers in Kenosha. When the Kenosha lockout ended, the union asked for a 20% raise & strict seniority rules. Nash was not quick to comply and three months later, the workers at Nash’s Racine plant walked out, idling 1,200 workers. Their 1,600 fellow union members at Nash’s Kenosha plant and 1,800 at Seaman’s Milwaukee plant soon followed. After eight weeks of mediation Nash gave all of his workers raises of up to 17 percent, and gave the new unions at each plant sole bargaining rights in any future negotiations. This was one of the first major victories for the Federal unions who would band together to form the United Auto Workers two years later, in 1936. In 1936 Nash bought out the rest of the Seaman family interests. The Seaman family was still active in management but, as often happens, the younger members lost interest and the older generation was dying off. In 1937, Nash Motors purchased the Seaman family interest, and a few years later the old W. S. Seaman Company itself was dissolved. Seaman's management and personnel remained unchanged, with Harold H. Seaman continuing as president. Within the year, Nash Motors had become the Nash-Kelvinator Corp. following a merger with the Kelvinator Appliance Co., the first manufacturer to introduce a refrigerator with automatic temperature control. The union of these two companies was brought about as a result of a condition made by George W. Mason prior to his accepting a position with Nash Motors Co. In the 1930s, Charles W. Nash began looking for a young man who could take over management of the firm should the need arise, and decided upon Mason as the best candidate. However, Mason, Kelvinator’s president, was quite happy at Kelvinator and was not interested in leaving the firm. Nash inquired whether Mason would object if he bought Kelvnator, becoming Mason’s boss. He did not, so in 1937, Nash bought it, forming the Nash-Kelvinator Corporation. When Charles W. Nash died in 1948, Mason assumed control of the firm. In 1938, the Seaman Body Division of the Nash-Kelvinator Corp., built a huge modern plant dedicated to building all-steel bodies at Capitol Dr. and N. Richards St. in Milwaukee. At the time it was the world's largest auto body factory, covering over 1.25 million sq. ft. with a capacity of 130,000 bodies per year. Harold H. Seaman, who had previously assumed the firm’s presidency, instituted a retraining program for the one third of Seaman's staff who had previously worked in the firm’s wood mill and framing departments. At its peak, Seaman employed over 2,000 people with sales of more than $28 million. Seaman continued to assemble cars even after Nash merged with Hudson to become American Motors in 1954.When Nash merged with Hudson in 1954, Seaman was inherited by the combined firm, now called the American Motors Corp. In 1987, AMC was acquired by the Chrysler Corporation, and the former Seaman plant in Milwaukee was closed down. © 2004 Mark Theobald - Coachbuilt.com
|
||||||||||
|
||||||||||
|
||||||||||
|
||||||||||
|
||||||||||
|
|
||||||||||
|
|
||||||||||
|
|
||||||||||
|
||||||||||
|
|
||||||||||
|
|
||||||||||
|
|
||||||||||
|
© 2004-2012 Coachbuilt.com, Inc.|books|disclaimer|index|privacy |
||||||||||